
Trempe sélective hamon yaki ire : Le yaki-ire désigne, dans la tradition japonaise, la trempe différentielle : la lame chauffée est enduite de yakibatsuchi (argile + cendre/charges) plus épais sur le dos que près du tranchant, puis refroidie rapidement (historiquement à l’eau, parfois à l’huile). L’edge (ha) durcit fortement en martensite, tandis que le dos (mune) reste plus résilient, d’où la combinaison recherchée pour les sabres des guerriers japonais : coupe agressive sans casse brutale.
Ce procédé, cœur de la fabrication des nihontō, fait naître le hamon — une ligne visible qui matérialise la zone durcie — et peut même contribuer à la courbure (sori) au cours de la trempe. Au-delà de l’esthétique, chaque école et maître a longtemps gardé sa recette d’argile et son geste comme des secrets d’atelier, car une fraction de seconde mal maîtrisée peut mener au voilage ou à la fissure. Le yaki-ire est un équilibre mécano-esthétique millénaire, où la science des transformations et le style du forgeron se rencontrent.
Hamon sur XC75 : la méthode d’atelier qui donne une ligne vivante
Le hamon n’est pas un simple effet décoratif : c’est la frontière métallurgique entre une zone très dure au tranchant (martensite) et une zone plus tenace vers le dos (structures plus ductiles). Historiquement, c’est précisément ce traitement différentiel qui a fait la réputation des lames japonaises (katanas, wakizashi, etc.) : tranchant agressif et durable pour la coupe, dos résistant aux chocs pour éviter la casse nette, avec en prime une signature visuelle propre à chaque forgeron. Sur un acier simple comme le XC75 (≈ 0,75 % C), on obtient une ligne nerveuse, pleine d’activités, à condition de soigner chaque étape.

Polissage progressif réalisé à la main grain 180, 240, 400, 600
Préparer la lame : propreté, régularité, sérénité
Partez d’une lame terminée en géométrie (émoutures incluses), poncée uniformément jusqu’au grain 600. Mot d’ordre : aucune rayure parasite, aucune graisse. Dégraissez à l’acétone et évitez tout contact avec les doigts ensuite. Laissez environ 0,4 mm de fil non affûté : ce “rebord de sécurité” limite les déformations à la trempe. Adoucissez légèrement les arêtes (dos, ricasso) pour réduire les concentrations de contraintes et les micro-fissures potentielles. Vous verrez régulièrement des forgerons qui préfère une finition au grain plus gros (parfois 60) afin que le masque adhère mieux. Mais je trouve que le dessin du hamon est moins subtile, notamment pour une révélation au vinaigre blanc. Ainsi il faut bien dégraisser la lame pour une meilleur adhérence.
Astuce sérénité — Préparez à l’avance le poste de trempe, bac d’eau et bac d’huile. Pas d’impro au moment chaud.

Lame polie au grain 600
La normalisation pour maîtriser le grain
Avant le masque, stabilisez l’acier. Réalisez trois normalisations progressives (800 °C, puis 810 °C, puis 820 °C), avec refroidissement complet à l’air calme entre chaque cycle. Objectif : grain fin et homogène, comportement prévisible à la trempe. Laissez la lame revenir froide au cœur, pas juste tiède.
Le masque réfractaire : la carte du futur hamon
Le masque n’est pas une pâte au hasard : c’est la géométrie thermique qui dessinera la ligne. Utilisez une pâte réfractaire prête à l’emploi (argile réfractaire fine pour forge/céramique) du type Satanite ou une argile fine formulée maison (argile + charges minérales) à consistance de crème épaisse : elle doit tenir sans couler ni se fissurer en séchant.
À l’application, gardez minimum 1,5 à 2 mm de tranchant nu et déposez 1 à 3 mm (selon épaisseur de la lame) d’épaisseur sur les flancs et dos. C’est là que vous “composez” : langues fines, vagues, retours… Laissez sécher 12 h pour évacuer l’humidité. Si vous utilisez de la Satanite, il est recommandé de déposer les couches par 1mm d’épaisseur et laisser sécher entre chaque application.
Point d’attention : Il arrive parfois que le masque se craquelle à séchant. Le mastic peut se rétracter il est est impératif de recouvrir les zones exposées ou de refaire un masque avec un peu moins d’eau.
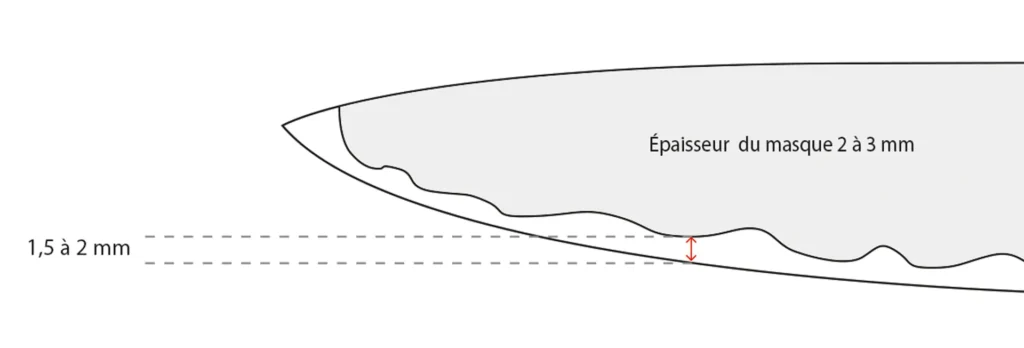
Schéma de la ligne de marquage du masque


Préparation maison d’un mastic réfractaire pour hamon avec ajout de cendres et de charbon

Pose du masque avec un mélange maison et séchage complet (au moins une nuit)

Pose du masque de hamon en Satanite

Astuce motif — Un liseré de tranchant nu donne généralement une ligne plus nette à la révélation.

L’application de l’argile peut-être également effectuée de manière différente selon la géométrie de la lame. Ici le dos qui comporte une contre-émouture n’est pas protégée afin de rendre cette partie aussi dure que le tranchant.
La trempe sélective pour un hamon Yaki ire: le moment vérité
Montez la lame à 820 °C. Le “non magnétique” met sur la voie, mais la température maîtrisée reste la référence.
Temps de maintien indicatifs (XC75, lame chauffée à cœur ; adaptez selon inertie thermique et four/forge) :
- Ép. 2,5 mm : ~35–45 s
- Ép. 3,0 mm : ~50–65 s
- Ép. 4,0 mm : ~70–90 s
Huile directe (méthode standard)
Trempez dans une huile rapide à 40 °C, tranchant en premier, avec agitation douce et linéaire jusqu’au refroidissement complet. Le masque ralentit la transformation au dos, le tranchant prend la martensite : la frontière naît ici.
Astuce avancée : “kiss water” puis huile
Pour faire monter l’activité tout en limitant les risques d’une trempe eau “pure” sur XC75 :
- Eau tiède (~40–50 °C) 2 à 3 secondes uniquement sur le fil (immersion très partielle et contrôlée),
- Transition immédiate en huile à 40 °C pour finir la trempe.
Cette interruption très courte peut accentuer le différentiel et la netteté du hamon. Attention : même brève, l’étape eau augmente le risque de criques/voilage. Travaillez strictement dans l’axe, sans rotation, et testez d’abord sur des chutes.
Antivoilage — Entrez droit (eau puis huile), gardez l’axe, évitez toute torsion. Beaucoup de voiles viennent d’un geste hésitant.

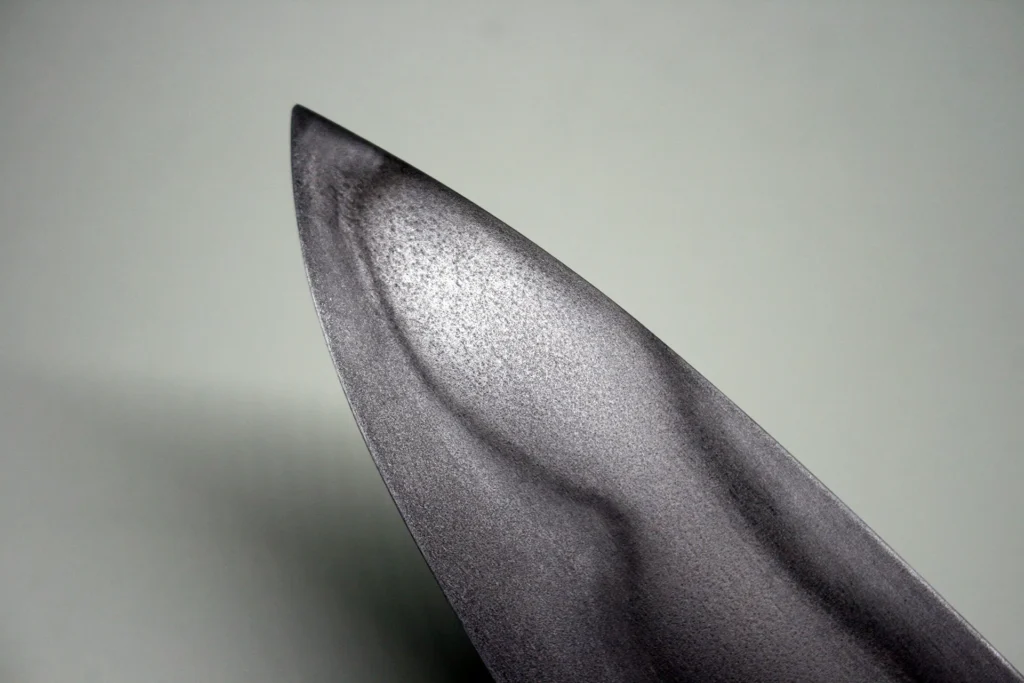
La lame après avoir été dépourvue de sa gangue d’argile après la trempe. On observe la délimitation entre la partie protégée par l’argile (moins dure) et la partie trempée près du fil. C’est ce à quoi devrait ressemblait le dessin du hamon une fois révélé.
Le double revenu : stabilité sans perdre le mordant
Effectuez un double revenu à 180 °C, 1 h + 1 h, avec refroidissement à l’air entre les deux.
Pourquoi deux revenus ? Le premier relâche les contraintes et peut transformer une partie de l’austénite retenue en martensite fraîche ; le second retrempe (au sens du revenu) l’ensemble, stabilise la microstructure et évite le “revenu différé”. Résultat : une lame plus sereine mécaniquement sans perdre la dureté utile au tranchant.
Pré-polissage : préparer la révélation
Avant la révélation, remontez les grains : 600 → 1000 → 1500 → 2000 (→ 3000 si vous voulez pousser la propreté). Dégraissez de nouveau. La révélation accentue ce qui existe : une surface régulière donne un hamon net et lisible. Cette étape peut elle aussi prendre du temps mais plus la finition sera poussée, plus nette sera la démarcation.

Après les revenus et un nettoyage un peu plus précis on observe très distinctement la ligne de trempe. Il ne s’agit pas du hamon à proprement dit mais d’une différence d’oxydation entre martensite et zone protégée (perlite + ferrite). Le fait qu’un relief soit perceptible prouve qu’il y a eu une rétraction différentielle à la transformation martensique. Ceci est une bonne nouvelle car cela montre qu’il y a une frontière entre les deux structures métallurgiques et qu’elle est dans la masse de l’acier et visible en surface par oxydation. A noter qu’au ponçage, cette oxydation de surface (le relief) disparaitra et sera visible à la révélation lui donnant un aspect encore plus vivant, fin et nuancé.
Lame polie jusqu’au « miroir » au grain 3000
Révélation : vinaigre chaud pour une lecture subtile
On peut révéler au perchlorure de fer (attaque rapide, assombrissement marqué, sans doute plus spectaculaire), mais il a tendance à noircir et à produire une attaque de surface dont la lisibilité peut se dégrader avec l’usage et les repolissages. Il est aussi a noter que la révélation au perchlorure de fer s’efface plus facilement à force de nettoyage du couteau. Cependant cette méthode reste la plus simple à réaliser.
Le vinaigre blanc chaud offre une révélation plus douce et brillante, qui met en valeur la subtilité des activités (nuages, ashi) et garde une lecture durable.
Procédure (vinaigre)
- Vinaigre pur chauffé à 50–60 °C.
- Cycles courts : bain 3 min → rinçage → neutralisation au bicarbonate → polissage très léger (tampon doux) pour remettre du relief.
- Répétez 5 à 8 fois jusqu’au contraste souhaité.
- Travail local possible au coton-tige pour affiner certaines zones.
Geste clé — Le polissage entre les bains doit rester léger : trop fort, vous effacez ; trop timide, la ligne n’apparaît pas. Cherchez l’équilibre.
Finition de la lame et protection
Quand le dessin vous plaît, passez à une pâte très fine ou à un diamant 1 μm pour la touche finale, au doigt pour bien “sentir” la surface. Nettoyez à l’acétone, huilez très légèrement, puis lustrez. Selon votre signature, restez sur un satiné franc ou poussez vers un miroir sobre.

Exemple de révélation sur la même lame au vinaigre blanc (en haut) et perchlorure de fer (en bas). On remarque un dessin plus marqué et brillant à l’attaque au vinaigre mais comme vous pouvez le constater, le moindre défaut de polissage est très vite mis en relief.

Une meilleure finition permet de mieux révéler les détails
Si quelque chose cloche…
- Hamon terne → refaites 1 à 2 cycles de vinaigre chaud + polissage léger.
- Trop foncé / “sale” → retour au 3000, nettoyage, huilage, lustrage.
- Pas d’activité → masque trop épais/plat ou préparation insuffisante : variez les épaisseurs, introduisez pointes fines et soignez la finition.
- Léger voilage → redressage très prudent à chaleur de revenu (paille/brun). Si c’est franc, mieux vaut repartir propre que déformer la géométrie.
Entretien (pour garder la magie)
Après usage, essuyez, huilez légèrement, évitez l’eau stagnante et les étuis cuir humides. Le hamon vit avec la lame : plus la surface reste saine, plus il joue avec la lumière.
En conclusion
Toutes ces étapes de la Trempe sélective pour obtenir un hamon façon yaki ire peuvent sembler longues, minutieuses et exigeantes — elles le sont. Mais elles en valent largement la peine : sur le plan esthétique, le hamon offre une profondeur et une personnalité uniques ; sur le plan mécanique, le traitement différentiel marie tranchant mordant et dos tolérant, pour une lame performante et durable.

Couteau chef avec Hamon
Couteau de chef artisanal à pleine soie polie, forgé et façonné à la main en XC75. Il est pensé pour une coupe précise au quotidien, avec un hamon de type yaki-ire révélé à l’acide chaud qui signe une trempe différentielle authentique. Son manche tricolore et ses plaquettes en ébène noir en font une pièce unique.
Vendu

